Perché il trattamento Corona?
Il problema della scrittura o della stampa sulle superfici plastiche è risaputo. Se si vuole scrivere con una penna su di un sacchetto di plastica, ci si rende conto, purtroppo, che l’inchiostro non aderisce in quanto le superfici plastiche non trattate hanno una struttura che rende impossibile sia la scrittura che la stampa a causa della scarsa adesione.
Qual è la causa dei problemi di adesione?
Se un liquido bagna un materiale in modo ottimale oppure scarso dipende principalmente dalla natura chimica sia del liquido che della superficie.
La bagnabilità viene definita dal rapporto tra le energie superficiali del liquido e del substrato. Generalmente vale la regola seguente: “Un materiale verrà bagnato se la sua energia superficiale (dyne/cm) è più elevata di quella del liquido e se così non fosse si verificherebbero dei problemi di adesione”.
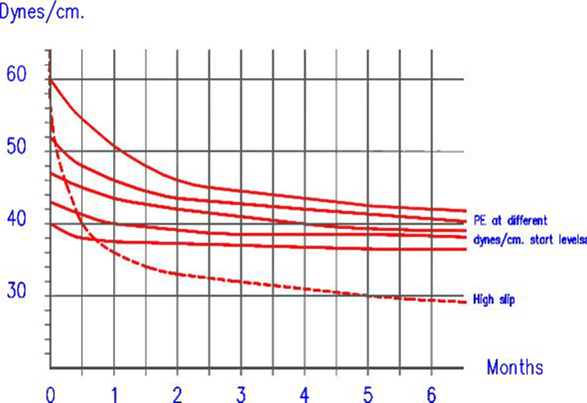
Nella prima figura viene mostrato qual è il valore di tensione superficiale di base dei materiali e il livello richiesto per le varie applicazioni.
Come evitare i problemi di adesione
Per ottenere una bagnabilità e un’adesione sufficiente su film plastici o lamine metalliche in linea, è necessario un pretrattamento immediatamente prima dell’unità di stampa, di accoppiamento o di coating.
La soluzione per ottimizzare la bagnabilità e l’adesione è quella di utilizzare un’unità di trattamento corona, poiché questatecnica ha dimostrato di essere efficace, poco costosa e può essere applicata direttamente in linea.
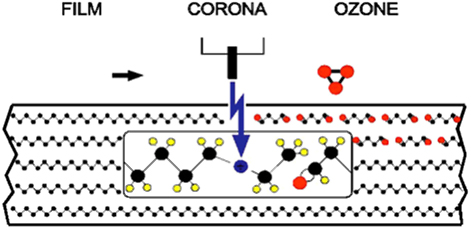
Cos’è il trattamento corona?
Riassumendo, il trattamento Corona è una scarica elettrica ad alta frequenza verso una superficie. Il risultato di ciò è un miglioramento dei legami chimici (dyne/cm) tra le molecole della plastica e il liquido applicato.
Questo trattamento superficiale non altera né la resistenza né l’aspetto del materiale.
Determinazione del livello di trattamento
L’efficacia del trattamento corona dipende dai materiali impiegati. Non ci sono limiti riguardo ai materiali che possono subire un trattamento corona, sebbene il livello di intensità richiesto (watt/min/m2) possa variare entro un’ampia gamma di valori.
Il livello di trattamento dipende dal materiale utilizzato, dal livello di dyne richiesto, dalla velocità della macchina e dal numero di lati da trattare.
Riguardo al materiale bisogna prendere in considerazione la stagionatura, la larghezza e sapere se il materiale sia già stato pre-trattato.
Il livello di trattamento può essere determinato utilizzando la seguente formula:
Potenza (watt) = T x S x W x M
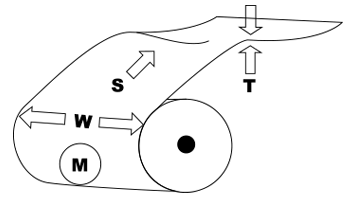
P = Totale della potenza richiesta (Watt)
T =Numero dei lati da trattare (mono/bilaterale)
S = Velocità della linea (in metri al minuto)
W = Larghezza del film (in metri)
M = Fattore materiale (Watt richiesti per m² /minuto)
Il valore esatto si determina meglio testando un campione del film che viene impiegato per una applicazione specifica.
Durata
Il livello di dyne raggiunto è soggetto ad un decadimento nel tempo e potrà essere necessario trattare nuovamente il materiale immediatamente prima dell’utilizzo (se il materiale contiene agenti scivolanti decadrà più rapidamente).
I film spessi e stagionati sono più difficili da trattare, in quanto gli agenti scivolanti possono essere migrati in superficie. Il materiale che non è stato trattato in fase di estrusione può risultare difficoltoso da trattare in seguito, pertanto si raccomanda di utilizzare film già pre-trattati che necessitano soltanto di un rinfresco.